

What is the injection molding cycle ?
Previously, in an article I mentioned about the injection molding cycle. Some of you after reading the article still want to explain more about the concept of injection molding cycle is like. Today, I will generalize this article again so that you will better understand the injection molding cycle in manufacturing using plastic injection technology.
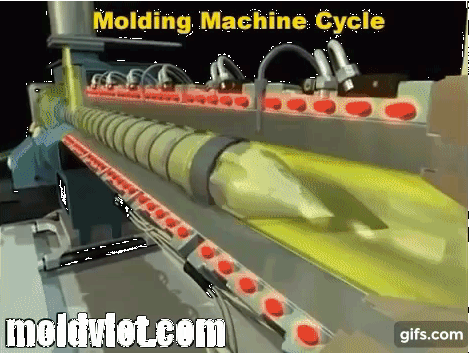
Injection molding cycle is the time interval between repeating two consecutive mold closures. Or easier to understand it is time to finish an injection molding cycle through 4 steps in sequence:
Step 1: Close the mold
This is the process where the male mold is tightly pressed into the female mold by hydraulic push system to close the mold face together. The force must be large enough to resist the plastic injection force and at the same time do not create a gap large enough between the two part faces of the mold so that the plastic leaks out.
Step 2: Spray molten plastic into the cavity and pressurize
The molten plastic is pumped into the cavity through the nozzle at a high speed due to the pressure generated as the screw moves forward. The cavity fills quickly and shrinks quickly in the cavity due to the plummeting plastic temperature. To minimize the shrinkage, the pressure created by the screw is held for a while until the nozzle and channel are solidified. This process of holding pressure is called pressure-holding or holding.
Step 3 : Cool.
After the molten plastic is filled in the mold, it must be cooled to convert molten plastic from liquid to solid in order to maintain the shape of the product so that it can be easily removed. This process is called cooling. Based on the properties of each type of plastic, we can cool the product by different methods such as cooling with cold water, cooling with air …
While the product is cooled, the screw is also recessed to prepare for the next injection cycle.
Step 4: Open the mold to take the product out
Products after being completely cooled must be taken out to cool if needed or transferred to other parts if no further treatment is required. To take the product out, people will proceed to open the mold by pulling the male mold back to widen the gap between the two faces of the mold to a predetermined distance. At this time the product must be on the mobile side.
The product is pushed out of the mold by the glare shaft of the press which exerts a thrust on the thrust pin system designed in the mold. The product will fall into the trough or be removed by the robot to prepare for the next stage.
How to calculate the time of an injection molding cycle
Thus, the unit of injection molding cycle is seconds (s). The duration of an injection molding cycle is the total time of the 4 steps in a recalculation cycle. We have the following formula :
T = t1+t2+t3+t4
Inside :
• T: 1 injection molding cycle time
• t1: plastic injection time into the cavity + guarantee time
• t2: cooling time
• t3: time to take the product out
• t4: mold opening and closing time
Cooling time
What is cooling time ?
The cooling time is the time when the plastic is filled in the mold until the molten plastic turns completely solid. During this time the mold is still closed to keep the desired forming product and the mold cooling system works to reduce the temperature of the cavity at a pre-calculated reduction rate.
Of the four components that constitute the duration of a cycle, cooling time is the most variable for products with different properties. This means that while the three elements, t1, t3, and t4 are almost constant, for different products, the cooling time t2 will vary slightly depending on Appearance and physical properties of the product.
Cooling time t2 is also a factor that influences the price of the product. The longer a product has cooling time, the higher its price and vice versa. According to the experience of many experts in plastic injection molds, this cooling time depends on factors such as:
• Mold cooling capacity of mold cooling system
• Physical properties of plastics
• Ambient temperature (For buildings without temperature control)
• Product wall thickness …
In the past, it used to calculate the cooling time of a plastic injection product by the experience of the machine operator. Recently, however, a NASA computer program called CEA (Chemical Equilibrium with Applications) could be used to predict the required cooling time of the mold.
CEA is a program that calculates the chemical balance of product concentrations from any set of reactants and determines thermal and transport properties for product mixtures. The program was developed for application including theoretical missile features, Chapman-Jouguet explosive parameters, shock pipe parameters, and combustion characteristics … Actually, I have not used this tool but Still want to mention in this article so that anyone who wants to learn has a basis to learn more. Hopefully later moldviet.com will have a post from readers to donate about this pretty good software.
Calculation of cooling time of molds
In fact, when testing a new product, the press operator will rely on its experience to predict and set the cooling time required for a new mold set. First, it may take a while to cool the mold a little longer than usual to ensure that the product is definitely cooled before being taken out. This time will then be reduced until the shortest cooling time is reached but an OK product is guaranteed.
Another calculation is that you can use CEA to predict mold cooling time. However, there is very little information about this software in Vietnam and I have never applied it myself, so you can find out more for yourself.
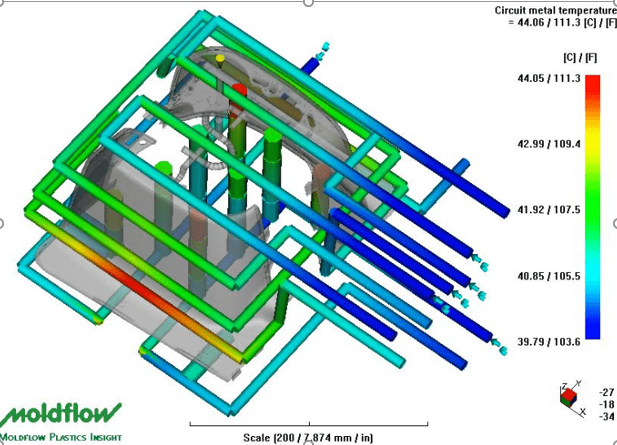
Simulation of water in the mold using moldflow software
One way is to apply the calculation formula developed by Keizo Mitani in the famous “Molds for Injection Molding” in Japanese mold making circles, published in 1997. The formula is as follows:
t la = s 2 / (π 2 • α) ln (8 / π 2 • (θr – θm) / (θe – θm))
Inside:
• t la is cooling time (seconds) relative to the average temperature of the product wall thickness;
• s is the wall thickness (mm) of the cast;
• α is the heat diffusion rate of the resin at the chamber surface temperature (mm2 / sec),
• α = λ / (c • ρ); λ is the coefficient of thermal conductivity of plastics (kcal / m • h • ° C);
• c is the specific heat capacity of the resin (kcal / kg • ° C);
• ρ is the density of plastic (kg / m3);
• θr is the temperature of molten plastic (° C);
• θe is the permissible temperature to remove the product from the mold (° C);
• θm is the chamber surface temperature (° C).
In general, this formula is only suitable for those who do a project or intensive study, but in fact, people only rely on the experience of the robot. Once you leave for work you will find that whether you work in a Japanese or European company, human experience is something that no machine or formula can completely replace. Therefore, to be an expert of something, the fastest way is to do it hundreds and thousands of times. You don’t believe that you can give any product to a 10-year-old plastic injection molding machine operator who will show you how much cooling time is needed for that product.
For plastic injection mold designers, it is essential to know the mold temperature and melting temperature of the plastic. Proper arrangement of cooling water lines is also important to reduce cooling time and shorten the injection molding cycle. Especially for low-temperature plastics, the water system must pay special attention to. The reasonable water way you can also adjust the plastic deformation due to shrinkage. You can predict the shaping directions of the product when there is a water cooling system in the mold with moldflow software.
The shares in this article are drawn from personal experience and refer to information on the internet and books about molds. I hope you will contribute your experience to improve the article. I share with you and I also hope to receive your words so that we can share the best with our Vietnamese people. Thank you for reading the article.
